Optimization of Build Process Parameters for IN 625 using AMOptoMet software increased the manufacturing productivity of Control Valve Cages by 45%.
– AMOptoMet, a solution for parameter optimization that increases the productivity of Metal Additive Manufacturing (AM) systems for Laser Powder Bed Fusion (L-PBF System).
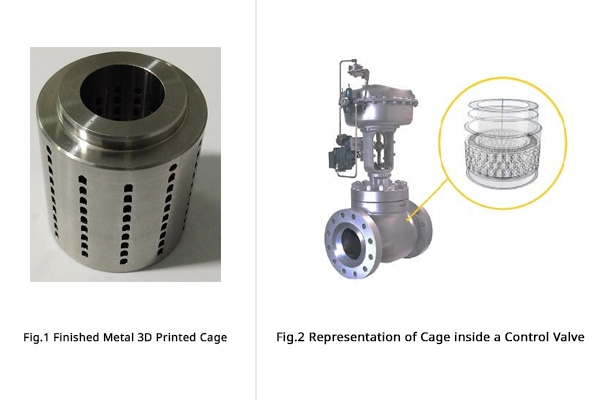
One of our loyal customers from the Oil & gas industry wanted to use 3D printing to increase the productivity in manufacturing Control Valve Cages. They contacted our team for a solution. Control Valve Cages find applications in Oil & Gas and Process industries. They are primarily manufactured using the material IN 625 for high-temperature applications. Inconel alloys based on Ni and Cr possess exceptional mechanical performance and corrosion resistance at high temperatures. These characteristics make them a natural choice for high-temperature applications in different industries.
Challenges
This particular cage design (refer to Fig. 1) takes 75 hours to print per part with a layer thickness of 40 microns. The build rate for additively manufacturing cages with IN 625 typically is in the range of 12-16 cm3/hr.
The customer expected to have an optimized design and a cost-effective manufacturing solution without compromising the part’s mechanical properties and performance. The current design had limitations with a higher pressure drop and a low Flow Coefficient (Cv) in operation.
Solution
Intech’s AMOptoMet software incorporates algorithms to optimize the build process parameters for various materials to control the final properties of the printed part with better productivity. AMOptoMet employs Machine Learning techniques to evaluate and optimize the print parameters for metal AM with Laser Powder Bed Fusion (L-PBF). The internal channels were also modified, improving the Flow Coefficient (CV) and reducing the pressure drop.
The parts were printed on the iFusion SF1 – India’s first complete L-PBF Metal AM system (machine and software), indigenously designed, developed, and launched by Intech. AMOptoMet suggested a layer thickness of 100 microns, which increased the build rate and reduced the Machine Hour Rate (MHR), thus enhancing the capacity to manufacture more parts per year.
Result
- We achieved higher build rates of approximately 45 cm3/hr – about three times higher than the previous iteration.
- The density of the printed part was in conformance with the actual material density.
- The hardness of the material was in conformance with the typical values achieved using the L-PBF process.
- The material’s porosity is well within 0.2%, which gave a final density for the part of over 99.8%.
- The manufacturing productivity was increased by 45% with reduced manufacturing time per part.
- The overall manufacturing cost was reduced by 35%.
AMOptoMet doubles the productivity of a single iFusion SF1 machine for this part.
| Description |
Without AMOptoMet |
With AMOptoMet |
| Build Rate per part |
12 cm3/hour |
45 cm3/hour |
| Build time per part in machine hours |
75 |
35 |
| Number of builds that can be printed in a year |
120 |
246 |
| Total Machine Hour Saved per part (75-35) |
40 |
| Incremental builds per year (246-120) |
126 |
The mechanical properties achieved for the printed part are given below. The values are well within the acceptable range (Density > 99.8%, Porosity ‹ 0.2%).
| Properties |
Results |
| Hardness |
290 + 10 HV |
| Density |
8.4 + 0.05 g/cm3 |